
以下是:球墨铸铁管品质有保障的产品参数球墨铸铁管品质有保障,华夏联丰铸造有限公司为您提供球墨铸铁管品质有保障产品案例,联系人:高经理,电话:13698652159、13698652159,QQ:,发货地:城阳区双元路发货到广西省 南宁市 宾阳县、青秀区、江南区、西乡塘区、良庆区、邕宁区、武鸣区、隆安县、马山县、上林县、横县。 广西壮族自治区,南宁市,宾阳县 2022年,宾阳县实现地区生产总值309.1417亿元,分产业看:产业增加值55.1058亿元,第二产业增加值98.5923亿元,第三产业增加值155.4436亿元。三次产业结构为17.8:31.9:50.3。
别再纠结于文字描述了,观看视频,让球墨铸铁管品质有保障产品为你展现真实魅力!以下是:球墨铸铁管品质有保障的图文介绍
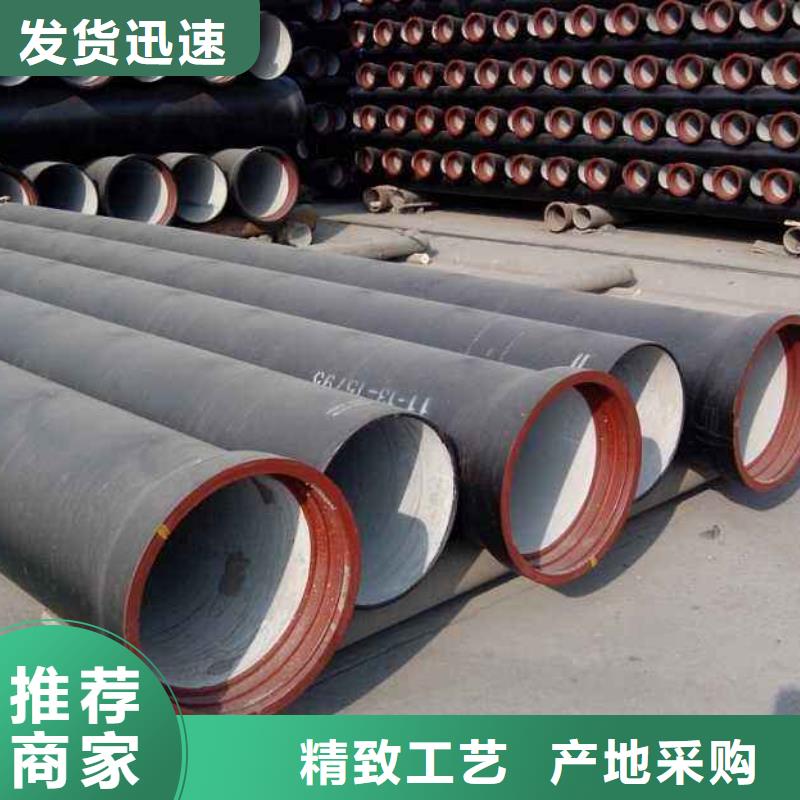
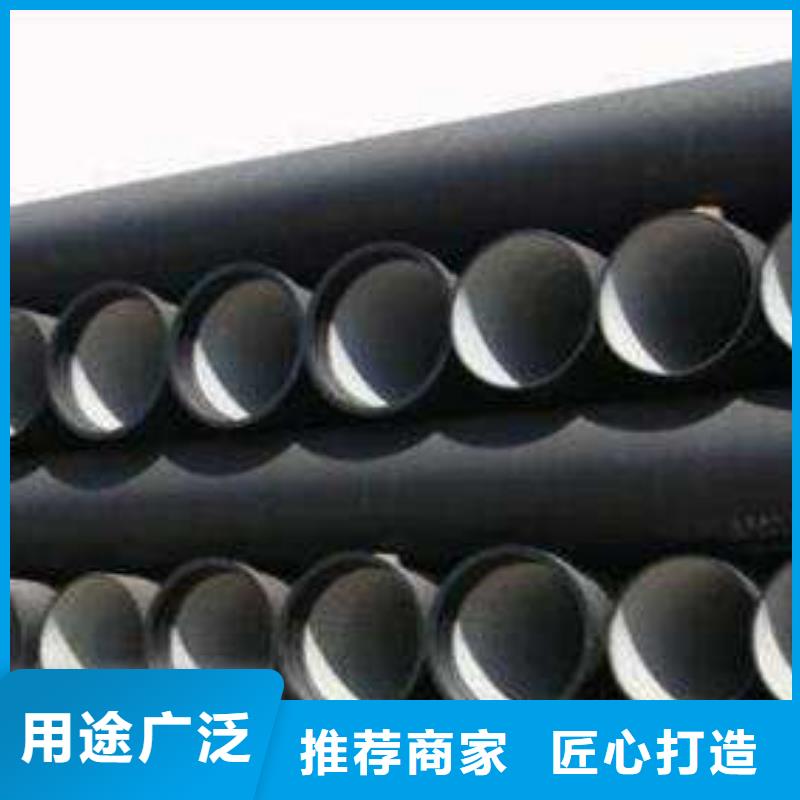
世界上有很懂东西与我们共同存在,有些东西我们平常也没有接触,也没有交集的,有人认为这就是不重要的,但其实这种想法是错误的,每种东西的存在都有它的必然性,它既然存在就肯定有它的用处,就像球墨铸铁管,一听这个名字,大家肯定会说不知道是什么。有人还会想,和我们有什么关系。其实这个球墨铸铁管很我的生活是密不可分的。它是一种管道运输设备,是专门用来运输介质的。而我们平常生活中的水路系统所用的就是这种球墨铸铁管。
有人说,那不就是一种管道吗,除了它还可以用其它的管道。是的,其它管道的功能和它一样,也是用来运输介质的。但为什么有很多人偏偏就选择了球墨铸铁管,那是因为它有其它管道达不到的优点,它各方面性价比都比他们强。高经理 sdhxlf
球墨铸铁管厂家球墨铸铁管清理的办法 将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个局部不翘不扭,均匀地卡在槽内。随后,将润滑剂均匀地涂刷在承口安装好的胶圈内表面、插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。 球墨铸铁中石墨是以球状形式存在一般石墨的大小为6~7级。质量上要求铸铁管的球化等级控制为1~3级(球化率>=80%因而资料本省的机械性能得到较好的改善。具体铁的实质,钢的性能。退火后的球墨铸铁管。其金相组织为铁素体加少量烛光体。球墨铸铁管厂家机械性能较好。在k9球墨铸铁管价格再次创下新高之后,是会将这样的疯狂行情继续下去,还是会遭遇“倒春寒”?有消息传出,自今日15:00起,在确保生产的前提下,唐山市所有焦化企业行业立即停止出焦、装煤,并将出焦时间延长至48小时;所有钢铁企业烧结机停止生产,高炉焖炉;所有轧钢、铸造企业停止生产。不少商家认为此轮k9球墨铸铁管价格疯涨的原因主要是金融资本利用去产能进行炒作。尽管如此,随着需求逐渐释放,预计短期内上海k9球墨铸铁管市场价格或将震荡上行。 大连k9球墨铸铁管市场价格小幅上涨。大连地区工地开工缓慢仍未启动,需求仍旧停滞暂无,商家暂时多跟涨观望。期货方面:今日螺纹主力午间升入点午后开盘下行,今日结算价格:3421元,下跌31元,幅度-0.91%。成交方面:由于下游所需终端尚未启动,本地k9球墨铸铁管市场有价无市需求清淡,成交暂无,库存压力相较越发明显增大。综合来看:沈阳地区需求尚未启动,同步库存压力较大,预计短时间内大连k9球墨铸铁管市场会维稳调整。
灰口铸铁的补焊工艺. 冷焊法. 电弧焊冷焊法就是焊件在焊前不预热,焊接过程中也不辅助加热,因此可以加速焊补生产率,降低成本,改善劳动条件,减少焊件因预热时受热不均匀而产生的变形和焊件已加工面的氧化.目前冷焊法正在推广,并迅速发展.但是冷焊法在焊接后因焊缝及热影响区的冷却速度很大,极易形成白口组织.此外因焊件受热不均匀,常形成极大的内应力,会造成裂纹,在冷焊时应注意以下几点: ① 焊前应彻底清理油污,裂纹两端要打上裂孔,加工的坡口形状要保证便于焊补及减少焊件的熔化量。 ② 采用钢芯或铸铁芯的以外的焊条,小直径焊条应尽量用小的焊接电流,以减少内应力和热影响区的宽度。 ③ 采用短焊道焊接法.一般每次焊10-40mm,待其充分冷却后再焊。 ④ 采用分段倒退焊.这样可以降低拉应力,对防裂有好处。 ⑤每项焊一短焊道后,用圆头锤沿焊逢向外锤击。 冷焊焊条按焊后焊缝的可加工性分为两大类:一类用于焊后不需要机械加工的铸件,如钢芯铸铁焊条(EZCQ),只适用小型薄壁铸件刚度不大部位的缺陷焊补;另一类用于焊后需要机械加工的铸件,如纯镍焊条(EZNi-1)镍铁铸铁焊条( EZNiFe-1)镍铜铸铁焊条(ENiCu-1)等。 热焊法 热焊法是在焊接前将焊件全部或局部加热到600-700℃,并在焊接过程中保持一定温度,焊后在炉中缓冷的焊接方法。用热焊法时,焊件冷却缓慢,温度分布均匀,有利于白口组织,减少应力,防止产生裂纹。但热焊法成本高,工艺复杂,生产周期长,焊接时劳动条件差,因此应尽量少用。 气焊焊补灰口铸铁的补焊工艺: 气焊火焰温度比电弧温度低得多,因而焊件的加热和冷却比较缓慢,这对防止灰口铸铁在焊接时产生的白口组织和裂纹都很有利。所以用气焊焊补的铸件质量一般比较好,因气焊成为补焊铸铁的常用方法。但气焊与焊条电弧焊相比,焊工的劳动强度高,焊件变形较大,焊补大型铸件时难以焊透。但由于气焊铸件的质量较好,易切削加工,使许多工厂中的中小型灰口铸件,还是较多用气焊焊补。 焊前准备 ① 在焊件完毕后,检查缺陷.焊件上的缺陷可起码接观察,也可用10-20倍的放大镜查找。 ② 裂纹找出后,在裂纹的两端钻直径φ4-6mm的 裂孔,以防止裂纹扩展.焊接灰口铸铁时可选用铸铁焊丝,丝401A或丝401B. 焊接时气焊熔剂选用气剂201,铸铁气焊熔剂熔点为650℃成碱性,能将铸铁气焊时产生的二氧化硅(熔点为1350℃)变为易熔的盐类.铸铁用气焊熔剂进行灰口铸铁补焊时,应选择较大号的焊炬,以提高焊接头焰效率,有利于气孔夹渣等缺陷.焊嘴孔径可根据焊补处的壁厚确定。 山东华夏联丰铸造有限公司
南宁宾阳华夏联丰铸造有限公司专业制作 球墨铸铁管等。几年来,凭借着广大客户的支持和信赖,凭借着奋斗目标自身忠诚优质的服务,凭借着“诚信、和谐、、创新的精神,我们取得了长足的发展,成为同行业中的优质供应商。我司是一家集 球墨铸铁管制造﹑销售、售后服务为一体的专业性公司。为了铸就一个永远的品牌,更为赢得客户广泛的信任,我们一直在努力,在管理上抓质量促效益。从市场调查、产品设计、生产工艺、原材料采购计量、产品检验销售到售后服务都坚持以客户为中心的原则,严格完善了质量管理体系;销售的产品在设备上,实现了流水化作业,并配置了先进的检验检测设备;在技术上不断加强与大院校及科研院所的横向科技协作,重视培养科技力量,充分开发新产品。企业本着“以科技为先导,以质量求生存,以管理出效益,以服务求信誉的经营理念。质量与服务远远超越其他一切,是产品永远满足客户的保证,亦是企业苦心孤诣的经营结果,南宁宾阳华夏联丰铸造有限公司衷心希望海内外各界宾朋携手合作,共创辉煌的明天,同收双赢的硕果。
联系人:高经理,电话:13698652159,华夏联丰铸造有限公司在南宁市宾阳县本地专业从事球墨铸铁管品质有保障,南宁市宾阳县各个县市以及周边城市均可提供送货上门服务!










